 By Mattias Sundberg | Product Manager Nordic and Baltic Countries, SMC
By Mattias Sundberg | Product Manager Nordic and Baltic Countries, SMC
FEBRUARY 2025
Vacuum systems are core components of many industrial applications, from packaging to material handling. While offering easy integration with automation systems, choosing the optimal solution at an early design stage is paramount to project success.
To help steer you towards the right outcome, I’ll share my thoughts on the most important aspects of the specification process as part of a simple three-step guide. The guide will reveal what type of vacuum system is best for what type of application, the necessary considerations regarding different workpiece materials (non-porous or porous), and what type of end effector you should use.
Step 1: Centralised or decentralised?
The first step is to decide on either a centralised or decentralised ejector system to generate your vacuum. Put simply, the core difference between the two is that a centralised ejector contains everything required within the same module, from ejector and valve to pressure sensor and filter, while a decentralised system is built using separate parts. So, what are the pros and cons of each?
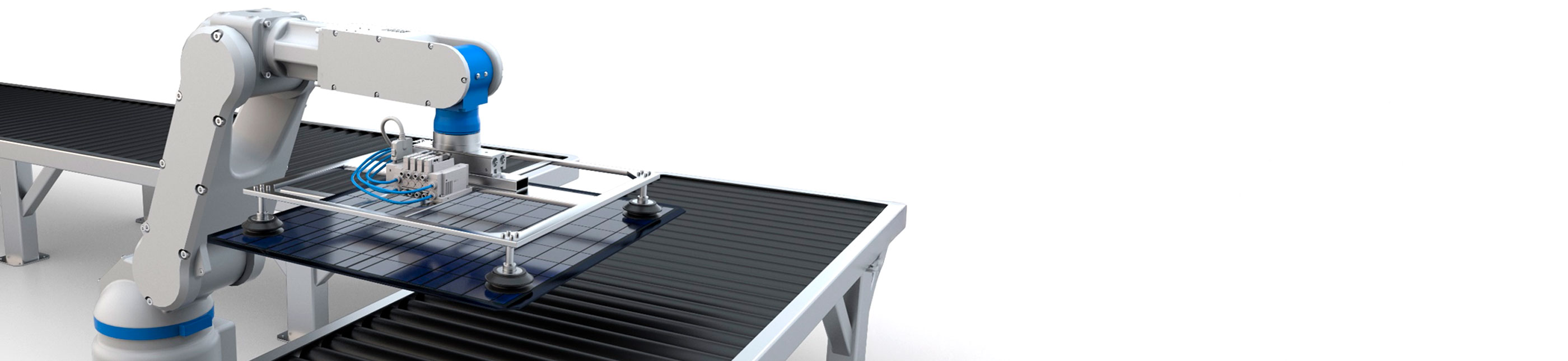 Example of a centralised vacuum arrangement
Example of a centralised vacuum arrangement
An “all inclusive” design saves time during installation and facilitates straightforward maintenance with all components in one place. With a centralised system, the potential to implement IO-Link or fieldbus communications facilitates factory-wide connectivity and intelligent decision making.
A good example of a centralised system, containing an energy-saving function as well as the capability to simultaneously control several ejectors and positive pressure units, is SMC ZKJ vacuum manifold. The ZKJ offers the control and monitoring of up to 16 vacuum ejectors and/or 5-port valves via several fieldbus protocols and IO-Link. With this manifold it’s possible to enable negative pressure (vacuum) and positive pressure (for actuators, for example) simultaneously, saving both cost and space.
Although decentralised vacuum systems can be a little bit cheaper and more flexible to apply, they are often not as smart as centralised alternatives. These systems are preferable in some applications, like when developing vacuum handling applications with cups located far from one another due to the decentralised set up. However, intelligent control requires a central PLC, introducing extra process complexity.
 Example of a decentralised vacuum system
Example of a decentralised vacuum system
Step 2: Choosing the right ejector
The basic criteria to consider when choosing an ejector is the suction flow needed to evacuate air from the suction cups. This in turn, depends on whether the time it takes to reach the desired vacuum pressure is acceptable. Selecting the optimal vacuum pressure depends almost entirely on the workpiece. While non-porous plastic and metal products cause little difficulty regarding suction flow, more porous materials are problematic. For instance, if lifting cardboard, you will notice the tendency for a certain amount of suction flow to leak through the material.
Having settled the basic criteria, you can start considering parameters such as efficiency (suction flow/air consumption), energy savings, workpiece drop prevention, communication possibilities, sound level and potential limitations in the installation area. The need for customisation is high, and SMC provides several ejector types from very slim in-line ejectors to “all inclusive” solutions mounted on a manifold – all to optimise the vacuum generation in any given application.
A ‘Normally Open’ supply valve holds vacuum in the event of a power outage to prevent dropping the workpiece. The energy-saving function is a vacuum pressure sensor that helps maintain the vacuum level within an acceptable span, consuming air only when vacuum is necessary. This functionality provides significant energy savings compared with a system that generates vacuum continuously.
So how much can you really save when adopting an energy-efficient vacuum ejector? Our high-efficiency ZK2 vacuum ejector can reduce air consumption by over 90%. For context, running a vacuum ejector 10 hours a day, 250 days a year, we compared the ZK2 with our ZM series. The ZK2 uses 58 l/min of air ANR (versus 85 l/min for the ZM) and has an exhaust time of 0.6 seconds, achieving a 93% annual reduction in air consumption.
 Graphical representation that shows how the air consumption gets reduced
Graphical representation that shows how the air consumption gets reduced
Choosing a supplier with proven application experience is crucial. Here at SMC, our expert team has a long and successful track record of helping customers define the optimal suction flow for the specific workpiece - one that will enable reliable vacuum lifts while simultaneously minimising energy consumption.
Step 3: Selecting vacuum pads
Depending on the size, shape and material of your workpiece, you must select the vacuum pad accordingly. For instance, if you’re lifting oily metal sheets you should use a more robust vacuum pad with high lateral gripping force, while glass needs a cup that won’t leave marks and thin plastic bags require a cup with a very thin and flexible lip.
The cup material also needs selecting in relation to the ambient conditions. For instance, in a dusty environment your vacuum cups may require an integrated filter, or a material that offers extra-long operating life. There could also be applications where the cup will operate in particularly harsh environments and high temperatures. Thanks to their excellent abrasion resistance, suction cups made from FS61 fluoro-based rubber (such as the SMC ZP3C and ZP3M) offer more than twice the service life of urethane cups and can withstand temperatures up to 200°C.
Whatever workpiece material, and whatever its size and shape, we offer the optimal vacuum pads for lifting and handling. These solutions will meet your specific operating environment and achieve significant energy savings in vacuum generation and usage.
Give your project a lift
SMC ultimately provides the necessary design and application support to ensure vacuum system safety, reliability, productivity and energy efficiency.




